PRODUCTS SEARCH


Purity centrifugal fire pump delivers high efficiency, reliable performance, and energy savings for global firefighting applications.
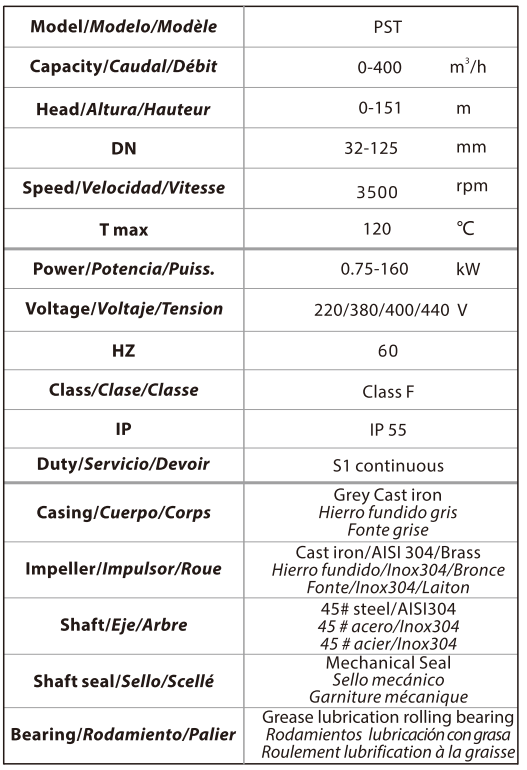
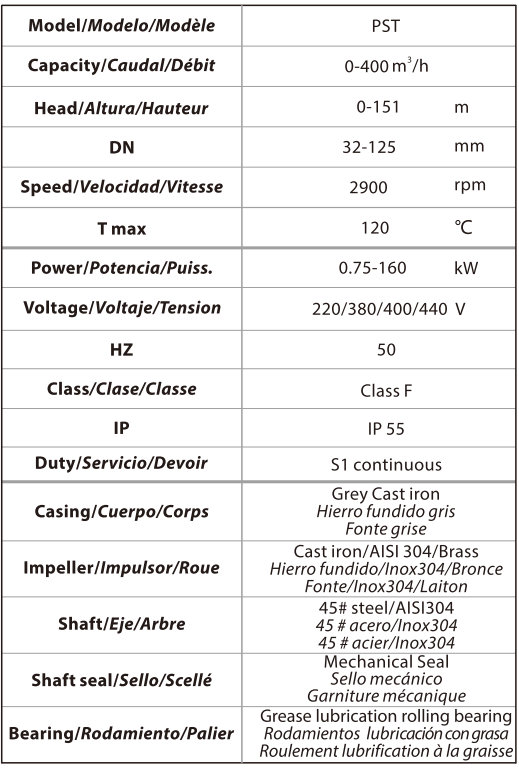
The Purity centrifugal fire pump is engineered to deliver exceptional performance, energy efficiency, and long-term reliability for firefighting systems worldwide. Equipped with a high-efficiency motor, this high quality fire centrifugal pump significantly reduces energy consumption compared to conventional models, ensuring optimal performance in demanding fire protection applications.
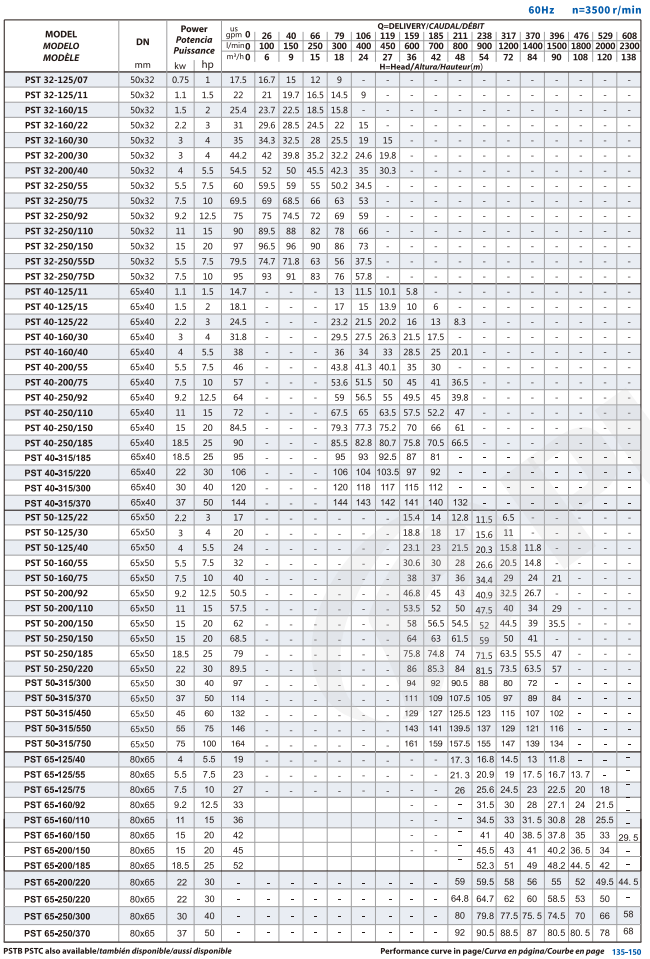
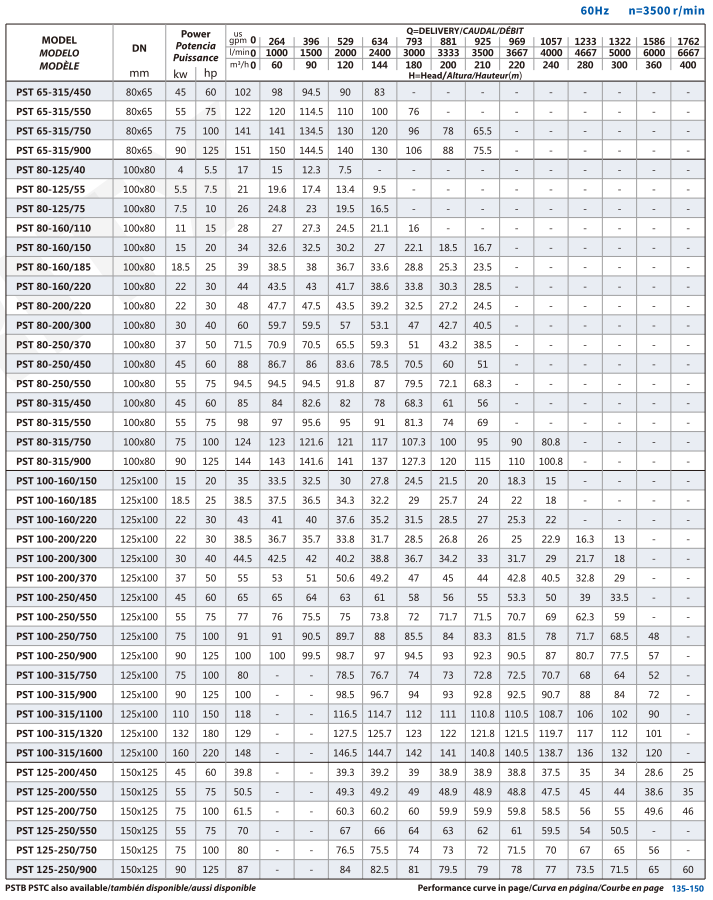
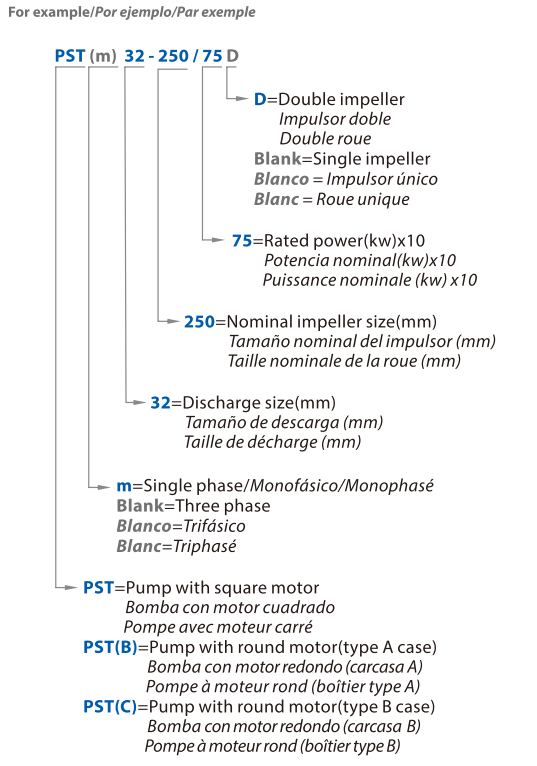
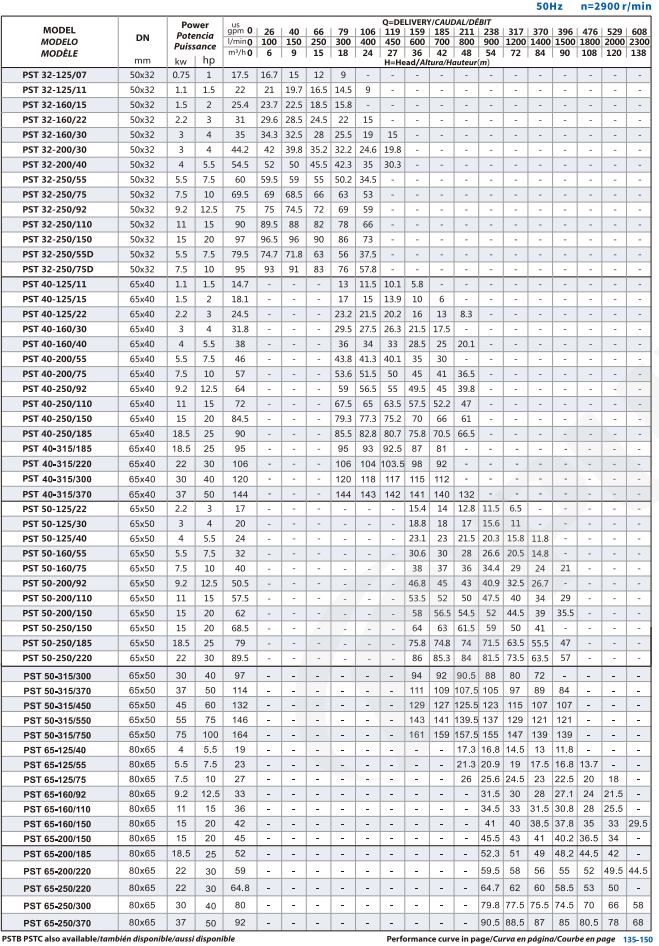
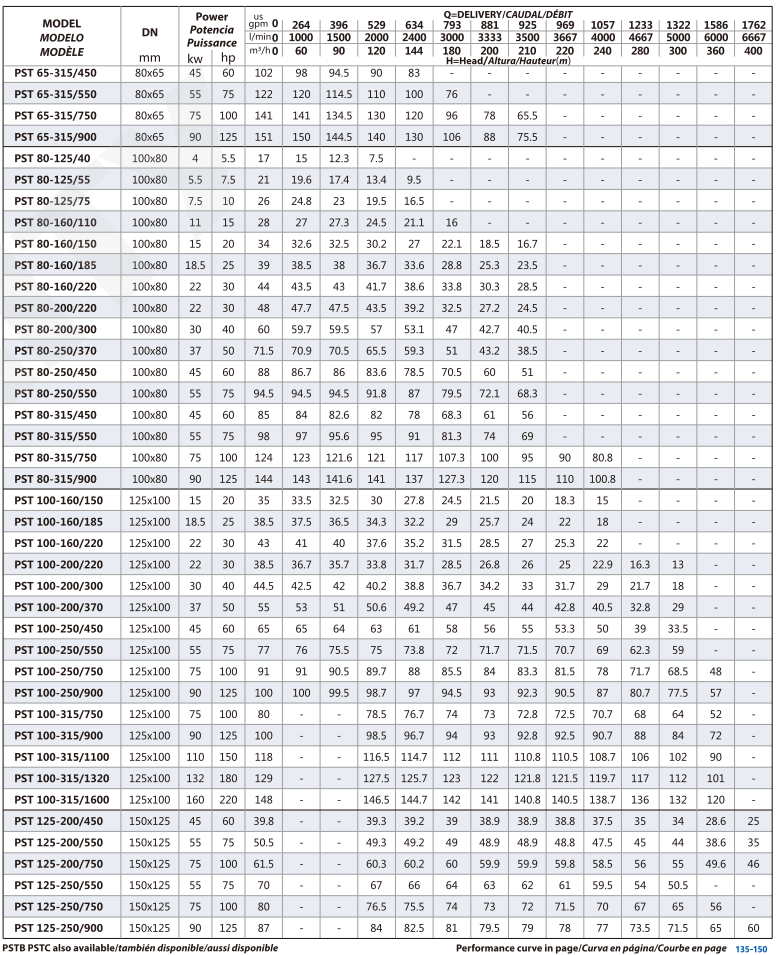
Purity offers a complete range of models, diameters, and power options to meet various customer requirements. Each centrifugal fire water pump is built with IP55 protection and F-class insulated copper windings, providing excellent resistance to heat, dust, and moisture. This ensures stable operation even in harsh environments, making it a good horizontal centrifugal fire pump choice for both commercial and industrial systems.
As one of the leading manufacturers offering a competitive centrifugal fire pump price, Purity combines advanced technology with strict quality control to ensure every pump meets international safety and performance standards.
With 60,000 square meters of independent production facilities and a professional R&D team, Purity Pump has the full capability to design and manufacture high-performance fire pumps trusted in more than 130 countries. We are now seeking global distributors—contact us today to partner with a proven expert in centrifugal fire pumps and deliver dependable fire protection solutions worldwide.
The Purity centrifugal fire pump is engineered to deliver exceptional performance, energy efficiency, and long-term reliability for firefighting systems worldwide. Equipped with a high-efficiency motor, this high quality fire centrifugal pump significantly reduces energy consumption compared to conventional models, ensuring optimal performance in demanding fire protection applications.
Purity offers a complete range of models, diameters, and power options to meet various customer requirements. Each centrifugal fire water pump is built with IP55 protection and F-class insulated copper windings, providing excellent resistance to heat, dust, and moisture. This ensures stable operation even in harsh environments, making it a good horizontal centrifugal fire pump choice for both commercial and industrial systems.
As one of the leading manufacturers offering a competitive centrifugal fire pump price, Purity combines advanced technology with strict quality control to ensure every pump meets international safety and performance standards.
With 60,000 square meters of independent production facilities and a professional R&D team, Purity Pump has the full capability to design and manufacture high-performance fire pumps trusted in more than 130 countries. We are now seeking global distributors—contact us today to partner with a proven expert in centrifugal fire pumps and deliver dependable fire protection solutions worldwide.